










固体电解质界面( Solid2Electrolyte Interface,简称SEI)膜是一层选择性透过膜,能使L i+自由透过,而电解液分子不能透过。电解液的组成和痕量的添加剂对SE I膜形成的电位[ 3 ] 、致密程度[ 3 ] 、电池不可逆容量损失[ 5 ] 、电池内阻[ 6 ]等有显著的影响。水作为电解液中一种痕量组分,对锂离子电池SE I膜的形成[ 1~3 ]和电池性能[ 6 ]有一定的影响。因此,在锂离子电池的制作过程中,必须严格控制环境的湿度和正负极材料、电解液的含水量。目前,系统地研究锂离子电池水分与综合性能关系的论文还未见报道。本文讨论在国内现行的工艺条件下,通过调节极片烘烤时间来调节极片水含量,研究了不同水含量与电池的容量、放电时间、内阻、循环容量衰减等性能的关系。
1.1
仪器和试剂
痕量水分测试仪(KF756,瑞士Metrohm公司) ;手套箱( 德国M. BRAUN公司) ;擎天电池性能检测系统(BS2938 OL, BS2930 OR,广州擎天公司) ;路华电池性能检测系统(CELLTEST V2. 5,深圳路华公司) 。卡尔费休库仑法水分分析试剂( 34821 HYDRANAL Coulomat AK与Metrohm 痕量水分测试仪配套) ,萃取液、电解液(溶剂体系为乙基碳酸酯( EC) /二甲基碳酸酯(DMC) /甲乙基碳酸酯( EMC)三组分,日本三菱) 。
1.2
实验方法
电极制备:正极LiCoO2、导电C、粘结剂按一定比例配成浆料;负极C (改性石墨) 、导电C、粘结剂按一定比例配成浆料。将配好的正负极浆料涂在正、负极集流体上,自然干燥后在对辊机上压成极片,此时正极片含4 g混粉,负极片含119 g混粉。在真空条件下分批烘烤不同时间,使电极含水量不同。
电池装配:将烘烤后的正负极片用聚丙烯隔膜隔离并卷绕制成标称容量600 mA·h的锂离子电池,但不注入电解液。电池水分的测试:向电池注入萃取液,用透明胶封住注液口,置于Ar气环境的手套箱中,萃取后,抽出其中的萃取液,用Karl Fischer库仑法测试其中水含量;同时用同一方法测试出电解液的水含量;电解液和电极的水分总和就是电池的含水量,以质量分数表示。电池电化学性能测试:向电池注入电解液、活化、化成、封口,测试电池容量、厚度、内阻、100次循环容量衰减、600 mA截止电压316 V放电时间等性能。
2.1
水分对电池首次放电容量的影响
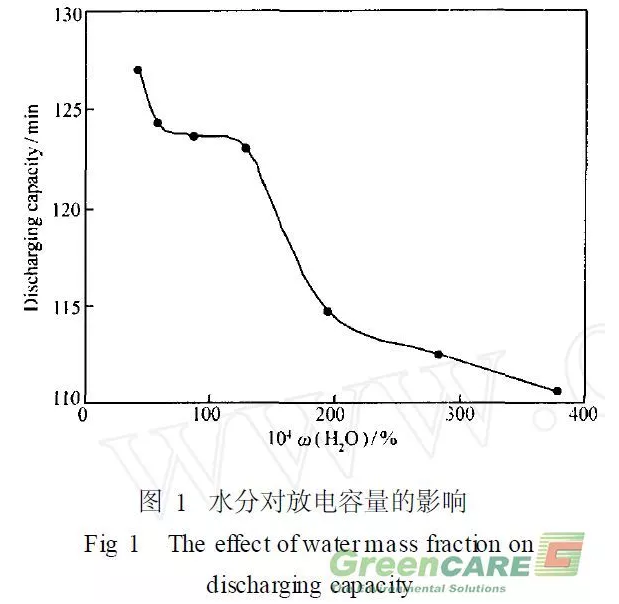
实验电池的水含量和首次300 mA放电容量的关系如图1所示。由图1可知,在电池中水分小于01015%时,电池首次放电容量符合国标且变化较小(300 mA 放电( 125 ±2 ) min ) ; 在电池水分在01015%~0104%范围内时,电池首次放电容量随电池中水分的增加而减小。在锂源恒定的条件下,电池首次放电容量的变化受如下2个主要因素制约:
(1) SE I膜的形成消耗部分L i+ ,造成不可逆容量损失[ 3, 5, 7 ] ,使300 mA 放电时间缩短。其反应机理为[ 3 ] :
上图中 R为烷基单电子还原过程生成的烷基碳酸锂还可以与电解液中的痕量水发生反应,生成碳酸锂。
2ROCO2L i +H2O L i2 CO3 +CO2 + 2ROH
当生成CO2后,在低电位下的负极表面,有新的化学反应发生:
2CO2 + 2L i+ + 2e Li2 CO3 +CO
由此可见,适量水分有助于形成以L i2 CO3为主、稳定性好、均匀致密的SE I膜。当SEI膜完全覆盖负极以后,不可逆反应立即停止。
(2) SEI膜形成以后,在仍然有H2O存在的条件下, H2O会促使电解液中L iPF6的分解,使300 mA放电时间缩短。反应机理如下[ 7 ] :
LiPF6 L iF + PF5
PF5 +H2O POF3 + 2HF
在图1中水分小于01015%时,以因素(1)起主导作用,在负极表面形成SE I膜以后, L i+消耗极少,电池300 mA放电时间较长且变化不大;水分在010150%~0104%范围内时,以因素(2)起主导作用,随着水分的增加,Li+消耗的量增加,电池300 mA放电时间减少。
2.2
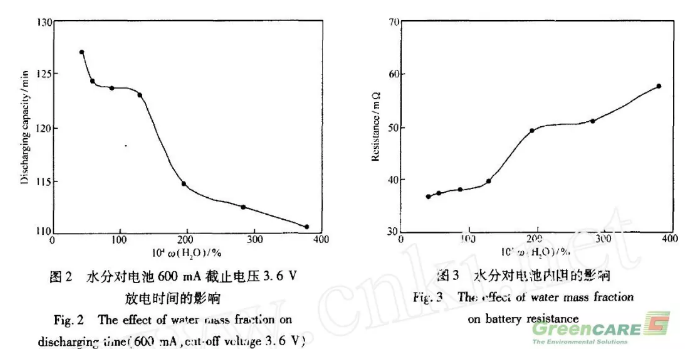
电池水分对电池600 mA截止电压316 V放电时间的影响:
实验电池的水含量和600 mA截止电压3. 6V放电时间的关系如图2所示。由图2可知,电池中水分含量小于01015%时,电池600 mA截止电压316 V放电时间较长且变化较小(放电(48 ±3) min) ;电池中水分含量在01015%~0104%范围内时,电池600 mA截止电压316 V放电时间随电池中水分的增加而减小。
从嵌锂开始到嵌锂饱和,负极电位φ- (L i的电位)恒定。正极电位根据能斯特方程[ 2 ] :
φ+ =φθ + R ·T / ( Z ·F) ·ln ( [Co4 + ] / [Co3 + ] )
对于正极L ix CoO2电位,其控制因素就是Co4 + /Co3 + 这一氧化还原对。当Lix CoO2中x 减少时,[Co4 + ] / [Co3 + ]增大,电位φ+增加。在锂源恒定的条件下,随着x的减少,L i+含量逐渐减少,在L ix CoO2中其关系可以表示为: L i+减小, [Co4 + ] / [Co3 + ]增大,φ+升高,电池电动势E =φ+ - φ- 增大。L i+一部分嵌入碳负极,另一部分被消耗掉,Li+的消耗是引起1C316 V平台放电时间变化的主要因素。其消耗的原理与水分对电池首次放电容量的影响相同。
2.3
电池水分对电池内阻的影响
实验电池的水分和内阻的关系见图3。由图中可知,在电池水分小于01015%时,内阻较小且变化较小( (38 ±3) mΩ) ;在电池水分在01015%~0104%范围内时,随着电池水分的增加,内阻呈上升的趋势。产生电池内阻差异的主要因素有如下2个方面:
(1) SEI膜的差异导致电池内阻的差异。在EC /DMC /EMC电解液溶剂体系中,痕量的水能够形成以Li2CO3为主、稳定性好、均匀致密的SE I膜[ 3, 8 ] ,其内阻较小。
(2)水分含量多于体系形成SE I膜的所需含量时,在SEI膜表面生成POF3和L iF沉淀,导致电池内阻增加。
2.4
电池水分对电池循环容量衰减的影响
实验电池的水分和100次循环容量衰减的关系见图4。由图可知, 100次循环容量衰减在电池水分含量小于01015%时维持在较稳定的状态(衰减( 718 ±015) %) ,在电池水分含量在01015% ~0104%范围内时,电池容量衰减随水分含量增加而逐渐减小。这与SE I膜的致密程度和均匀性有关[ 3, 7, 8 ] 。当SEI膜均匀致密时,电解液溶剂不易嵌入到负极中,占据Li+嵌入空位,因此容量衰减很少。与此相反,当SEI膜的局部不致密、不均匀时,Li+嵌入空位被电解液溶剂占据相对较容易。L i2 CO3是形成均匀致密SEI膜最主要的组分, EC /DMC /EMC电解液溶剂体系中,适量的水能促进以Li2 CO3为主的SEI膜的形成,当水分含量足够或者过量时,形成的SE I膜就越致密、均匀,溶剂嵌入碳负极的概率就越小。这就是水分在01015% ~0104%范围内时,电池容量衰减随水分含量增加而逐渐减小的原因。当水分小于01015%时,在负极表面形成了较致密的SEI膜,使溶剂嵌入维持在平衡状态。因此,电池容量衰减维持在比较稳定的状态。
2.5
电池水分对电池厚度的影响
实验电池的水分对电池壳体厚度的影响见图5。由图可知,电池水分小于01015%时,电池厚度符合国标(4125 ±0105) mm;电池水分在01015%~0104%范围内时,电池厚度随水分的增加而增大。影响电池厚度的因素有如下2个方面:
(1)电极本身的膨胀[ 1, 2 ] 。正极材料L ix CoO2在L i+脱嵌的过程中( x 从1减小到014) ,层间距从01465 nm增大到01485 nm,正极体积膨胀。负极材料石墨在L i+ 嵌入过程中, 石墨层间距d002从01345 4 nm增大到01370 6 nm (L iC6 ) [ 1, 2 ] ,负极体积膨胀。但这种膨胀一般都在工艺设计范围内,不会引起壳体厚度增加。
(2)在SEI膜形成过程中,生成的HF、短链R2H、CO2、CO等气体[ 3, 5, 7 ] ,电解液溶剂分解产生的气体R2H等[ 5 ] 。SE I膜生成以后水的存在使LiPF6分解生成HF气体。在以上的2个因素中,因素(2)占主导地位,它是导致电池中水分大于01015%时,电池厚度随水分增加呈增大趋势的主要因素。
参 考 文 献
1 CHEN L i2Quan (陈立泉). B attery B iom inthly (电池) [ J ] , 1998, 28 (6) : 255
2 GUO Bing2Kun (郭炳昆) , XU Hui (徐徽) ,WANG Xian2You (王先友) , et al. L ithium Ion Battery(锂离子电池) [M ].Changsha (长沙) : Zhongnan University Press(中南大学出版社) , 2002: 417
3 Doron Aurbach, Yair Ein2Eli. J Electrochem Soc[ J ] , 1995, 142 (6) : 1 746
4 Aurbach D,Weissman I, Zaban A. J Electrochim Acta [ J ] , 1999, 45: 1 135
5 HUANG Feng(黄峰) , ZHOU Yun2Hong(周运鸿). B attery B im onthly (电池) [ J ] , 2001, 31 (6) : 290
6 HU Guang2Xia (胡广侠) , XIE J ing2Ying(解晶莹). Electrochem istry (电化学) [ J ] , 2002, 8 (3) : 123
7 XU Zhong2Yu (徐仲榆). Chin J Power Sources (电源技术) [ J ] , 2000, 24 (3) : 171
8 XU Zhong2Yu (徐仲榆). Chin J Power Sources (电源技术) [ J ] , 2000, 24 (5) : 295
Influence ofWa terMa ss Fraction on Performance of L ithium Ion Ba tter ies
XIAO Shun2Huaa3, ZHANGMing2Fangb(a Key Laboratory forN onferrousM etalM ach ining Technology ofM in istry of Education,Depa rtm en t of M ateria l and Chem istry Engineering, Guilin Institute of Technology, Gu ilin 541004;b Shenzhen Hua Yue B ao B a ttery Co. L td, Shenzhen)
Abstract The influence of watermass fraction on the performance of L ithium2ion batterieswas studied. The results show that the comp rehensive electrochemical performance of Lithium2ion batteries is the best with the
first discharging capacity (125 ±2) minutes at 300 mA, discharging time (48 ±3) minutes at 600 mA and 316 V cut2off voltage, resistance (38 ±3) mΩ, thickness ( 4125 ±0105) mm, capacity attenuation of 100 cycles (718 ±015) % when the water mass fraction is controlled within 01015%. The experimental results were analyzed by the formation mechanism of negative SEI film and the reaction p rocess of water in the electrolyte.
 0755-27745666
0755-27745666












































